アルミ鋳造設備
1. 重力金型鋳造(グラビティキャスト)
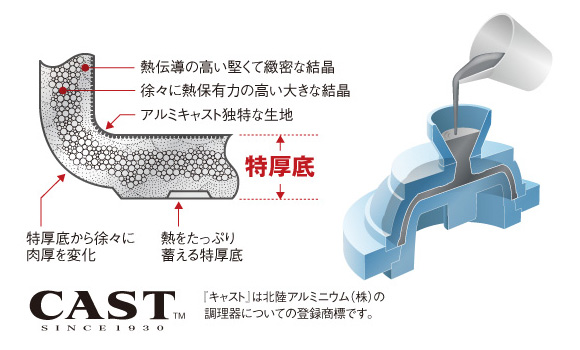
重力鋳造では、溶解状態のアルミが金型へ鋳造され自然硬化する過程で独特な結晶組織を形成します。表面側は、熱伝導に優れた固くて緻密な結晶。ゆっくり冷やされる内部は、熱をたっぷり蓄える熱保有力に優れた粗い結晶を特徴としています。特に調理器ではおいしいお料理づくりに必要な熱ムラのない全面均一加熱の働きを作り出します。
2. Vプロセス(砂型真空鋳造)
当社のアルミキャスト製カーテンウォール(ビル用の外装建材パネル)は、Vプロセス砂型鋳造で製造しています。腐食が少なく、長い年月美しい状態を保つアルミキャスト製カーテンウォールは、全国各地の建築物に数多く採用されています。建築デザインに合わせて、一体成型鋳造が可能な当社のカーテンウォールは国内最大級の規模です。
■Vプロセス鋳造の特徴
❶薄肉で広面積の鋳物造形ができる。
❷表面が平滑で鮮明な鋳肌が得られる。
❸表面テクスチャーにて多様な再現性に優れている。
❹大きな抜け勾配を必要としない。
❺模型の材質を選ばず、安価なものでも量産品として使用できる。
■日本最大級のVプロアルミキャスト
| 長さ | 幅 | 深さ |
|---|---|---|
| 5700mm | 2700mm | 500mm |

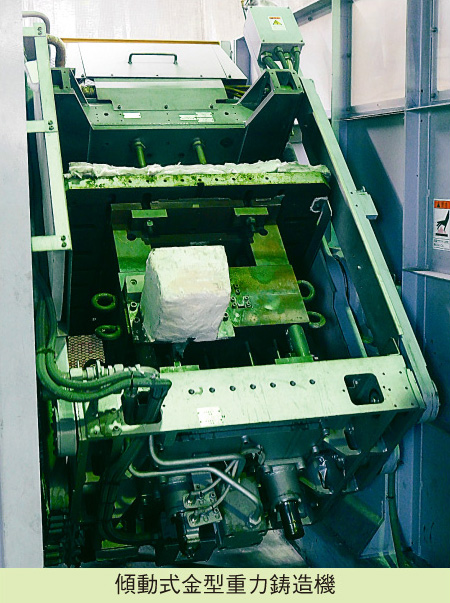
3. 傾動式金型重力鋳造
鋳造時のアルミ溶湯の充てんがよりスムーズに行われるため、薄肉や複雑な偏肉形状製品にも対応できます。また、アルミ溶湯の乱れが少ないことから、ガスや介在物の巻き込みが少なく品質の良い鋳物が提供できます。機械的強度があり耐食性に優れますが鋳造が難しいとされるAC7A材にも適した製法です。
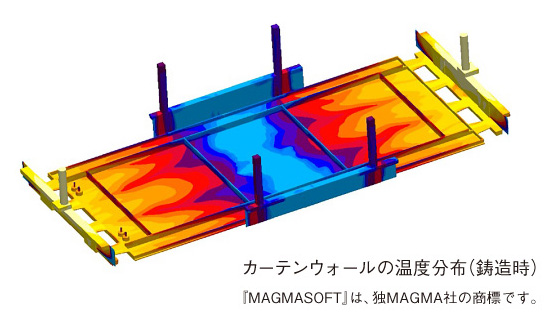
高精度な鋳造プロセスシミュレーションソフトウェア MAGMASOFT®の導入 ※1~3の鋳造法に適用
鋳造の良し悪しを決めるのは鋳造方案にあります。当社では最先端の鋳造シミュレーション技術により鋳造時の湯流れや凝固をシミュレートし、引け巣・湯境・空気巻き込みなどの鋳造欠陥を予測して鋳物製品の品質を支えています。また、試作期間の短縮が見込まれます。
調理をサポートする表面加工例
■ テフロン™ノンスティック コーティング システム
「焦げ付きにくい調理器具」の代名詞にもなった安心のコーティングブランド
 |
◆環境により優しくPFOA不使用のテフロン™加工(2012年1月1日より) 『テフロン』および『Teflon』は、ふっ素樹脂についてのケマーズ社の商標です。 ライセンスにより北陸アルミニウム株式会社が使用しています。 |
ケマーズ社独自の技術により、一般的なふっ素樹脂PTFEにさらにPFAを配合することで、耐久性(耐食性+耐摩耗性)、すべり性を向上させています。
コーティングの耐久性に大きく影響する要因です。ケマーズ社ではブランドごとに最低のコーティングの厚みを規定して安定した品質を確保しています。
コーティングを長持ちさせるためには、基材に熱が均一に広がることが重要です。そのためにケマーズ社ではブランドごとに基材の厚みの基準を設けています。
► テフロン™ノンスティック コーティングのグレード一覧(PDF)
■ アルマイト加工(陽極酸化皮膜)
アルマイトは、表面を保護し腐食や錆に強い
アルミ二ウムは大気にさらすと表面に薄い酸化皮膜を作ります。この皮膜はアルミの表面を保護し、腐食を防ぐ働きをします。この皮膜を人工的に厚く生成したものを「アルマイト」(陽極酸化皮膜)と言います。
アルマイト皮膜の厚さについては、JIS規格では6ミクロン以上と規定されていますが、耐食性に関しては厚いほど優れています。
鍋の表面をアルマイト仕上げにしたわけ
アルミニウムは軽くて熱伝導がよく、調理に適した素材ですが、水質や調理物によっては表面が黒くなったり、軟らかくてキズが付きやすいという欠点があります。これを解決するのがアルマイトです。
アルマイト加工を施したアルミ調理器は食材によって侵食されにくく、丈夫で大変安定した状態となり、扱いやすくなります。
 |
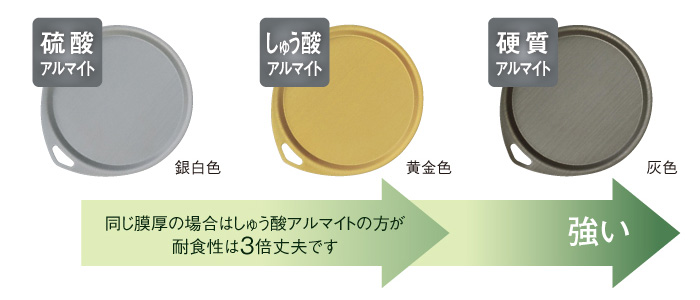
硫酸液の電解液の中で陽極側にアルミ製品を接続し直流電気を流します。外観は、シルバー色と合金の種類及び電解時間によりパール発色。 |
 |
しゅう酸液の電解液の中で一方の電極にアルミ製品を接続し、直流+交流の電気を流します。外観はゴールド色。 |
 |
通常硫酸アルマイトと比較して、膜厚が厚く硬い性質があります。電解液温度を低くし、電圧・電流密度を高く、電解時間を通常の約2倍かけることにより、膜厚が厚く、また、孔の数が少なくなるため、耐摩耗性や硬さ、耐食性が向上します。色調は灰色から黒っぽい色になります。 |
アルミニウムキャスト建材の表面処理の種類と特徴
処理はその特徴から大きく3つに区分でき、用途に応じた表面処理を施すことで、さらに長寿命の建築素材となります。
素地仕様
| 表面処理 | 素地仕様(AC3A材など) ショットブラスト仕上 |
|---|---|
| 特徴・利点 | 表面処理の無機、有機物使用も無く、それに要するエネルギー使用も殆ど無く、環境に優しい仕上がりです。表面処理に掛かるコストも抑えることができます。 |
| 施工例 |  |
合金発色(陽極酸化皮膜)
| 表面処理 | 陽極酸化皮膜処理 AC4Cなど (AL-Si系・AL-Mg系)合金等 |
二次電解着色処理 (金属塩浴)AC7Aなど (AL-Mg系)合金 |
|||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 特徴・利点 | ①耐候性に優れています。 アルミ合金特有の発色のため、紫外線や夏の高温にも耐え、殆ど褪色や変色がみられません。 ②耐食性に優れています。 素地でも優れた耐食性に加え、陽極酸化皮膜処理により、さらに耐食性、耐摩耗性が向上します。 |
||||||||||||||||||||||||
| ●合金発色のため、色調がグレー色となります。 ●電解後、染色(着色)を加えれば、基本グレー色との混合色となります。 ●裏面に通電用のリード線がフック(鋳出)で製作できます。 |
●光沢シルバー色仕上げは、太陽光の反射率が高く、夏期でも建物内部の温度が高くなりにくい特徴があります。 | ||||||||||||||||||||||||
| 施工例 |  |
 |
|||||||||||||||||||||||
| 工程 | 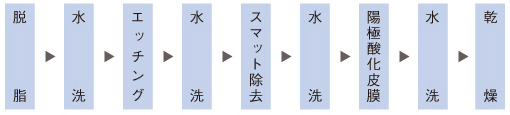 |
||||||||||||||||||||||||
| ■表面処理
・二次電解着色 ・三次電解着色 ・硬質アルマイト
|
|||||||||||||||||||||||||
|
■アルマイト製品の最大寸法
アルマイト槽
製品寸法
|
■二次電解着色製品の最大寸法
アルマイト槽
製品寸法
|
||||||||||||||||||||||||
着色樹脂塗装
| 表面処理 | 低汚染 ふっ素樹脂系塗装 |
アクリル/ウレタン 樹脂系塗装 |
|---|---|---|
| 特徴・利点 | アルミニウムキャストの塗装は、キャスト材特有の表面特性があり、それを考慮して機能、用途に応じて適切な塗料系を選択し、塗装されます。着色塗装は、物件ごとに指定色として色調の自由度が幅広く選択できる特徴があります。 | |
| ●屋外での耐候性に優れ、汚れ防止効果が期待できます。 | ●屋外での耐候性が良好です。 色調に幅があり、お好みの色が選択できます。 |
|
| 施工例 |  |
|
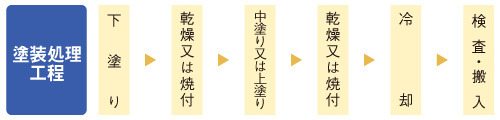
| 工程 | 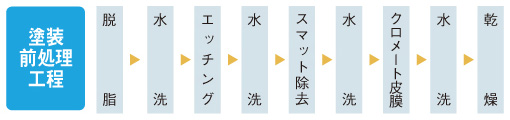 |
|
 |
||
| ■アルミニウム塗装の下地処理
※クロム酸皮膜などクロメート皮膜やリン酸亜鉛皮膜など非クロメート皮膜の化成皮膜がある。
※硫酸皮膜など陽極酸化皮膜にも対応可能です。 |
||